




Production and sale of grain cleaning equipment worldwide
Optical color sorters: What they are, how they work, and why farmers need them
23 January 2026







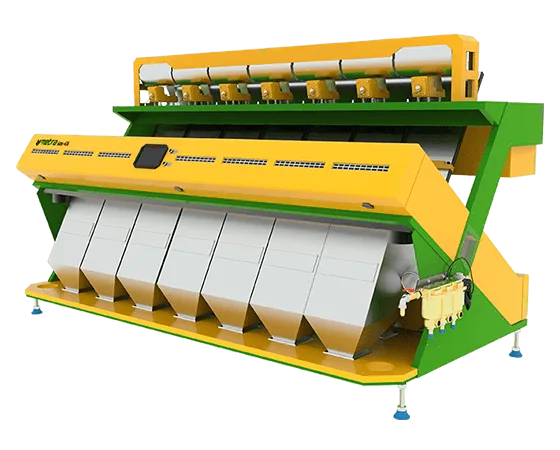
An optical color sorter is a high-tech machine that separates grain and other bulk materials based on color and visual characteristics. Grain is fed onto chutes, where each kernel is illuminated with intense light and scanned by CCD or CMOS cameras. An onboard computer compares the color and shape of each kernel against preset parameters, and when a defective or non-conforming element is detected, a pneumatic ejector (air jet) is activated, removing the reject from the main product stream. As a result, the output is a batch of grain that is significantly cleaner and more uniform in quality.
How an optical color sorter works
Grain enters the receiving hopper and is evenly distributed across the chutes. Beneath the chutes, a light source (LED or halogen) illuminates each individual kernel.
High-speed optical cameras capture images of every kernel. The built-in processor analyzes RGB color values and shape, comparing them with reference standards.
When a mismatch is detected – such as a color deviation, mold spot, damaged kernel, or a foreign object of a different color—the system sends a signal to a solenoid valve. Each camera is connected to a small compressed-air line, and when the solenoid activates, a precise air jet ejects the defective kernel into a separate reject channel.
This process continuously separates the flow into “clean product” and rejects. Thanks to the ultra-fast operation of cameras and algorithms, optical color sorters can process hundreds of tons of grain per hour with extremely high accuracy.
This technology is already widely used in agricultural practice worldwide. It allows removal of discolored, damaged, or infected kernels that cannot be distinguished by size or density alone. Sensors and CCD cameras detect visual defects, and the sorter removes them from the flow, significantly improving both cleanliness and the commercial appearance of the final product.
Types of optical color sorters and areas of application
Optical color sorters can be universal or specialized. They are classified by the number of cameras/channels and by application: grain, pulses, nuts, coffee, seeds, and even secondary materials (plastics, minerals). The most common applications are in grain processing.
Grains and Cereals
Primarily rice, wheat, corn, barley, rye, oats, millet, and buckwheat.
In rice processing, for example, optical sorting is used after milling to remove stones, black or damaged kernels, and other impurities, ensuring uniform whiteness.
For larger crops (wheat, corn, pulses, sesame), the sorter removes broken kernels, immature grain, and weed seeds based on color differences.
Pulses and Seeds
Peas, beans, lentils, chickpeas, sunflower seed, and flax are sorted by color in a similar way. Optical sorting removes mixed varieties, damaged kernels, and mold-affected or yellowed seeds.
Nuts and Coffee
Optical sorters for peanuts, hazelnuts, almonds, and coffee beans remove dark, rotten, or underdeveloped pieces. In the food industry, color sorting is also used for bulk products such as coffee, cocoa beans, raisins, and spices.
Specialized applications
Some machines are configured for grass seeds, popcorn, dried fruits. Optical sorters are also used in processing industries (plastic recycling, waste sorting, kaolin, minerals), which are related but separate sectors.
Thus, an optical color sorter is a universal solution for any crop where color matters. It is used at the final stage of cleaning for grain, pulses, nuts, coffee, and seeds. According to manufacturers, the same machine can be reconfigured for different crops, making it a cost-effective investment for diversified farms.
KeybBenefits for farmers
Significant improvement in product quality
Color sorting removes microscopic defects invisible to the naked eye: cracked grain, moldy, yellowed, or damaged kernels. Studies show that this delivers outstanding uniformity and cleanliness that meets consumer and food-grade requirements. The final product is visibly and qualitatively superior to grain cleaned only by screens and air separation, and such grain sells more easily at higher prices.
Reduced losses and waste
Automation reduces rejected grain sent to waste by 30-50%. Instead of losing value across an entire batch, only defective kernels are removed. Color sorters also replace manual sorting, reducing labor costs and eliminating human error.
Higher selling price
High-quality, uniform grain commands a premium. Buyers are willing to pay more for batches without discoloration or inclusions. When damaged and discolored kernels are removed, producers can charge higher prices. Properly configured cleaning lines combining aerodynamic separation and optical sorting can yield up to 90% top-grade grain, suitable for premium markets.
Higher profitability and fast ROI
Although a color sorter is a significant investment, operators consistently report fast payback due to reduced labor and low operating costs. One machine can replace several manual workers and requires only routine maintenance. ROI is typically achieved within a few seasons, as modern sensors quickly pay for themselves through higher revenue and reduced rejects.
Access to premium and export markets
Quality standards in grain markets continue to rise. Food-grade cleaning opens access to higher-value markets and export channels. Large buyers and premium brands demand strict color and uniformity standards. Using a color sorter allows farmers to supply competitive products, strengthening trust, long-term contracts, and price stability.
Why color sorting cannot be replaced by conventional cleaning
Traditional cleaning methods (screen cleaners, gravity separators, aspirators) work on physical properties: size, density, and aerodynamics. They effectively remove large and small impurities, light chaff, and heavy stones – but they cannot detect color differences or internal damage.
Grain with similar size and weight but affected by mold or discoloration passes through screens and air separators. A color sorter, however, detects the altered color and removes it.
As noted in technical references, optical sorters are typically installed at the final stage of cleaning, after mechanical separation. First, size- and weight-based impurities are removed; then color sorting “finishes” the job by eliminating defects of similar size and density but different color.
Many weed seeds, for example, are not removed by screens but have abnormal color. Mold-affected grain often appears gray or dark and is rejected by the color sorter, while conventional machines pass it through.
Thus, a cleaning line combining screens, aerodynamic separation, and an optical color sorter integrates both physical and visual filtration. This step-by-step approach achieves quality unattainable with standard equipment alone.
Integration with METRA equipment: Aerodynamic cleaners and complete lines
METRA customers often build complete cleaning lines combining multiple machines, including aerodynamic grain cleaners (ADS/MTRA) that classify grain by density, along with screen cleaners. A METRA 6AS optical color sorter is typically installed at the final stage.
According to METRA, the ADS system removes light and heavy impurities and separates grain into food, feed, and seed fractions, increasing the share of marketable grain by 30–40%. The METRA 6AS color sorter then removes discolored, infected, or foreign kernels by color.
In practice, this combination delivers approximately 90% high-quality grain suitable for food or seed markets. The remaining fraction is directed to feed or lower-value uses. Farms implementing the ADS + color sorter combination report higher revenue due to improved quality and reduced feed-grade volume.
METRA Color Sorter Models
METRA 4AS Optical color sorter
- small and mid-size farms
- wheat, corn, barley, pulses
METRA 6AS Optical color sorter
- higher throughput
- multi-crop operation
- commercial grain volumes
METRA 8AS Optical color sorter
- export-grade precision
- high-capacity processing
METRA Multi-Crop color sorters
- fast crop changeover
- ideal for diversified farms
How METRA color sorters fit into a grain cleaning line
Recommended setup:
- Screen cleaner
- Aerodynamic grain cleaner
- METRA optical color sorter
- Storage or packaging
Result: up to 90% premium-grade grain
ROI and Payback
Farmers report:
- 10-30% higher selling prices
- fewer rejected loads
- reduced mycotoxin penalties
- ROI within a few seasons
Low operating costs and automation make optical sorting a long-term investment.
Economics and Payback
Cost reduction
Automation drastically reduces manual labor. One color sorter processes far more grain than manual sorting, minimizing staffing costs and rejects.
Increased revenue
Cleaner, visually uniform grain sells at significantly higher prices. Optical sorting reduces losses from defective grain and increases overall processing profitability.
Fast payback
Experts note that color sorters are long-term investments with minimal consumables and decades-long service life. Payback is usually achieved within a few seasons, while long-term benefits continue to accumulate.
Market expansion
Large traders and international buyers value consistency. Optical sorting enables access to export and premium contracts, giving farmers pricing flexibility and protection against co
Comparison with Alternative Methods
- Screen (vibratory) cleaners: sort by size only; do not react to color.
- Gravity separators / destoners: sort by density; ineffective against visually defective kernels with normal density.
- Air separators: remove light impurities but cannot distinguish healthy from diseased grain.
- Inertial sorters: rely on shape or mass, not color.
None of these methods can replace optical color sorting, because they do not evaluate visual characteristics. A color sorter analyzes each kernel image and makes a decision based on color, delivering a level of cleanliness unattainable by conventional machines alone.
Recommendations
- Invest in a complete system. Maximum quality is achieved when color sorters are combined with screens and aerodynamic cleaners. METRA offers integrated grain-cleaning solutions where optical sorters are paired with ADS systems.
- Test before purchase. Many manufacturers offer pilot sorting or demonstrations using your crop to calculate potential savings.
- Focus on settings. Modern color sorters support dozens of programmable recipes for different crops. Correct configuration ensures removal of exactly what your market requires.
Maintain regularly. Keep camera lenses clean and monitor air pressure to maintain sorting accuracy and long machine life.




